Hello,
Looking for an alternative to what I've been using for a couple of years.
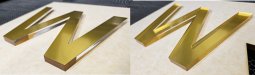
I think it is Ultraboard with a brushed aluminum face laminated together.
My issue with the Ultraboard is that is is a foam core. When I route letters there is noticeable cleanup time that eats at profit.
When I route it (and lightly cut into my spoil board) the foam traps sawdust near the bottom edge of the letter. (air compressor helps remove this but it is not perfect.)
I then use a Brillo pad and fine grit sandpaper to make sure my edges are clean.
I have also used brushed 3M1080 wrap vinyl to cover PVC before routing in the past as well with decent results.
When I look at my current 2080 3M sample book the brushed aluminum has a dull/satin finish.
Anyone know of a better substrate or ideas on how I can improve my production?
Thanks!


Looking for an alternative to what I've been using for a couple of years.
I think it is Ultraboard with a brushed aluminum face laminated together.
My issue with the Ultraboard is that is is a foam core. When I route letters there is noticeable cleanup time that eats at profit.
When I route it (and lightly cut into my spoil board) the foam traps sawdust near the bottom edge of the letter. (air compressor helps remove this but it is not perfect.)
I then use a Brillo pad and fine grit sandpaper to make sure my edges are clean.
I have also used brushed 3M1080 wrap vinyl to cover PVC before routing in the past as well with decent results.
When I look at my current 2080 3M sample book the brushed aluminum has a dull/satin finish.
Anyone know of a better substrate or ideas on how I can improve my production?
Thanks!